1、PE管材料简介聚乙烯管简称PE管。PE管道具有质轻、价廉、有一定的刚度和柔韧性、耐腐蚀、安装施工方便,使用寿命长(可达到50年以上)等优点,被广泛的应用于城市燃气供应、城市供水、建筑采暖、工业用管、农业用管、石油化工等领域。聚乙烯按照其密度不同分为高密度聚乙烯(HDPE)、中密度聚乙烯(MDPE)和低密度聚乙烯(LDPE)。高密度聚乙烯具有较高的刚性和韧性,优良的机械强度和耐热性,还有较好的耐溶剂性、耐蒸汽渗透性。在所有各类聚乙烯中渗透性最小,耐腐蚀性最强,并具有良好的刚度,主要用于各种压力管、注塑制品等的生产。聚乙烯管根据结构形式不同可分为单层实壁管、双壁波纹管和螺旋缠绕管等。双壁波纹管和螺旋缠绕管主要是用HDPE原料加工而成,主要应用于城市排水,单层实壁 HDPE 主要应用于城市供水、城市燃气输送。中密度聚乙烯具有较好的柔性和低温特性,拉伸强度、硬度、耐热性等不如高密度聚乙烯,单层实壁 MDPE管主要应用于城市燃气输送。低密度聚乙烯的熔点低,质地柔软,单层实壁LDPE管大量用作农用灌溉管道和工业普通管道。
2、 PE管道的施工特点
2.1投资成本低PE管比钢管、铸铁等金属材料管道的价格更加便宜,在使用寿命方面却远远高于金属材料。一般的金属管道的使用寿命在20年左右,而PE管的使用寿命长达50年。PE管的化学结构很稳定,对于酸性和碱性物质具有很强的抵抗性,同时PE管具有良好的韧性,在实际应用中可以直接将其放入沟道中,能够很大程度上节省施工成本。
2.2 适应能力强现代管道工程建设趋势越来越往地下靠拢,管道类型也多种多样。PE管在正常的运行环境中具有良好的适应能力,由于它本身良好的韧性,在面对复杂的环境和地质的情况下,也能够进行较大幅度的弯曲,不会破损折断,在复杂的工程建设中展现出了良好的适应性。
2.3安装方便PE管的材质轻便,在运输的过程中可以节省很多设备,如起重机、升降机等,运输起来更加便捷。在PE管焊接时,使用的焊接设备为热熔和电熔焊机,自动化程度高,重量轻,操作起来十分方便,并且焊接效率高。
3 、PE管焊接工艺及质量控制焊接是管道施工的一个重要环节,PE管道系统焊接施工技术的优劣直接关系到管网系统的运行效果和使用寿命。城市供水、燃气管道等PE管最常用的连接方式是热熔连接和电熔连接。
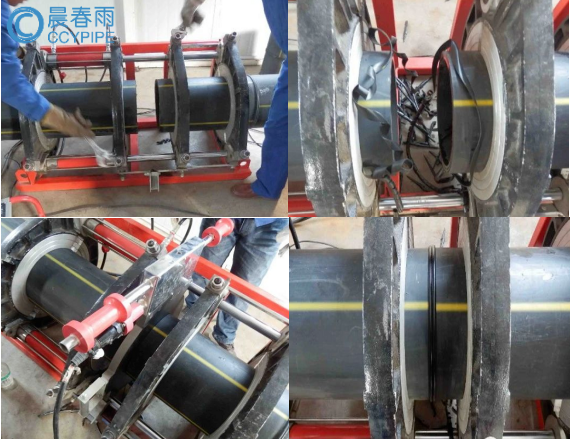
3.1、热熔热熔连接工艺及质量控制热熔对接原理是将待焊管材端面用一定的压力靠在一个预置好温度的加热板上维持一段时间。在管材端面获得了一定的热量后,取出加热板,给待焊两端面施加压力,使两个熔接(焊接)端面紧密接触,最终使两个端面粘合在一起。热熔对接应选择DN63以上或者壁厚6 mm以上,焊接端部SDR相同,熔融指数尽可能是相近的管材;焊接温度通常为200~235℃,过热会引起材料降解,加热不充分会导致材料软化不够;加热板达到设定温度后,应保持一定恒温时间,然后再将端面修平的管材以焊接压力P1 (包括拖动压力)压紧在加热板上并保持一定的时间,直到形成规定宽度的卷边;达到规定卷边后,将压力切换至低压P2(接近于0)使管材端面和加热板之间刚好保持接触而开始吸热,吸热时间是管材壁厚的10倍,在操作中常见的错误是吸热时间太短,不能保证管材端面材料获得足够的熔融深度;达到吸热时间后,移走加热板,再合拢焊机夹具,使管材端面充分接触。在这段时间内,熔融的物料暴露在空气中,不但会迅速降温,还会产生一定程度的热降解,因此切换时间越短越好;重新建立焊接压力时,应平稳迅速而不能太过突然,以免熔体不均匀流动或产生较大的内应力;焊接压力不能过高,以免将焊接面上的熔融物料完全挤跑,形成冷焊接头;冷却压力应在整个冷却过程中保持不变;在整个冷却过程中,对接焊机应保持压紧状态,冷却时间对于接头质量有着非常重要的影响,坚决杜绝为提高效率而人为缩短冷却时间。施工完成后监理人员要对根据热熔口的几何形状和卷边质量对接焊接质量进行检查。卷边应沿整个外圆周平滑对称,尺寸均匀、饱满、圆润。卷边不得有切口或者缺口状缺陷,不得有明显的海绵状浮渣出现,无明显的气孔。卷边的中心高度K必须大于零。焊接处的错边量不得超过管材壁厚的10%。焊环的宽度:B=0.35~0.45S;焊环的高度:H=0.2~0.25S;焊缝的高度h=0.1~0.2S(S为管材壁厚),对上述系数的选取应遵循“小管径选大值,大管径选小值”的原则。卷边宏观检查:使用外卷边切除刀,在不损害管材的情况下切除外部的熔接卷边,然后进行卷边检验,卷边应当是实心圆滑的,根部较宽,卷边底面不得有污染、孔洞等,若发现杂质、小孔、偏移或者损坏时,则焊接不合格。卷边背弯试验:将卷边每隔几厘米进行180°的背弯试验,当有开裂、裂缝缺陷时,则焊接不合格。
3.2、电熔连接工艺及质量控制电熔连接的原理是采用专门的电熔管件,使用专用的电熔焊机,按照一定的规则控制流过管件中埋设的电阻丝中的电流量,使其合理发热,加热管件与管材的连接界面,经过一定时间的熔融,达到熔接目的。PE管道的管件(三通、弯头等)和石油化工使用的双层复合管基本都使用电熔连接。电熔焊接工艺流程为:管材截取及准备管件-焊接面清理-管材与管件承插-输出接头连接-焊接模式设定-焊接数据输入-焊接-自然冷却。电熔焊接接口质量的影响因素有:电熔焊机参数是否正确设置、电熔焊接输出电压是否稳定性、熔接时间是否精确控制、是否根据环境温度对焊接参数进行修改、管材与管件的装卡定位或在管材的刮削或清洗时是否严格按规范要求。电熔焊接完成后,监理人员要对管件的完整性进行检查,确保五变形或变色;从观察孔应当看到有少量的聚乙烯定出,但顶出物不得呈流淌状;管件承插口应当与焊接的管材保持同轴。
4、PE管安装施工监理重点PE管焊接施工,必须要求施工操作人员严格控制热熔对接和电熔连接的操作过程的操作步骤,不能只靠最终焊口外观检查进行判定。热熔焊接时,监理人员在核对电熔连接时的温度、时间和压力的同时,也要重视整个操作过程中的其它细节。比如待焊端面的铣削,如何保持端面的清洁以及最终焊口的冷却过程及时间等细节,这些细节如果产生缺陷往往无法从最终的热熔口外观表现出来,但热熔口的内在性能却已然无法保证。因此监理人员监督施工操作人员是否严格按照热熔对接工艺和操作规程施工至关重要。在电熔连接方面,监理人员不仅要监督电熔管件电压的稳定和焊接时间符合工艺要求,液压控制焊接前的准备工作如:待焊管材管件端面是否清洁,如存在杂质,最终熔接的效果肯定受到影响;氧化层是否刮除,不刮除或是刮除程度不够很可能会引起熔接的失败;电熔管件与待焊管材或管件的组装是否正确也会影响最终焊接的质量。此外,焊接前电熔管件的贮存条件是否符合标准以及焊接后冷却的过程是否得当等都是影响最终焊接质量的因素。因此,PE管安装施工不仅要求要对施工技术人员和操作人员进行专业培训,监理人员也要具备相应知识才能使PE管焊接施工走向更好的发展。由于PE管具有性能优异,施工简单,运行可靠,维修方便,使用寿命长等优良性能,在各个领域的管网建设中使用日益普遍,在PE管焊接施工过程中,通过提高焊接操作者素质来加强过程控制,强化焊后检验,将PE管的焊接质量管理工作落到实处,保证PE管道焊接工程质量,保障居民全命财产的安全。
晨春雨管道生产厂家(029-36688587)主营生产批发:西安pe管材管件,西安PVC给排水管,西安ppr冷热水管,西安耐热聚乙烯管批发厂家,西安管,西安HDPE双壁波纹管,欢迎新老客户来电洽谈合作.








 陕公网安备 61011202000533 号
陕公网安备 61011202000533 号